
|
|
|
Главная » Микропроцессорное управление 1 ... 12 13 14 15 16 17 18 ... 27 Блок логики Рис. 3.12. Структурная схема символьного дисплея
процессорной системы управления сигналов, характеризующих положение элементов газовой системы, можно наглядно представить состояние оборудования. Более информативными являются устройства отображения, выполненные на цифровых индикаторах, например в программаторе Орион-1 или газоразрядных панелях ИГП, которые, обладая относительно небольгпими габаритными размерами, высокой надежностью, встроенными системами управления, дают возможность представить оператору технологического оборудования больгпой объем алфавитно-цифровой информации. Устройствами ввода-вывода информации с широкими возможностями для операторов являются дисплеи, обеспечивающие как отображение данных, так и воздействие оператора на отображаемую и обрабатываемую информацию. По форме представления информации на экране дисплеи делятся на символьные и графические. Характеристики дисплеев зависят от способа формирования отображения. При растровом (телевизионном) методе регистрирующий орган, например луч электронно-лучевой трубки (ЭЛТ), последовательно направляется во все участки рабочего поля экрана, образуя растр. В точках пересечения растра с точками вводимого изображения осуществляется подсвет. Если интенсивность подсвета каждой точки может широко изменяться в соответствии с цифровыми кодами, то растровый дисплей становится полутоновым. Общение оператора с МПСУ производится с помощью клавиатуры. Наибольшее применение в технологическом оборудовании получил символьный дисплей на базе ЭЛТ диагональю 31 см, структурная схема которого представлена на рис. 3.12. Большой информативностью по сравнению с символьными дисплеями обладают цветные дисплеи, на экране которых можно отображать мнемосхемы оборудования, выделять цветом параметры, значения которых вышли за допустимые пределы и т. п. 144 Клавиатура Hn6uhaniop ИГПС1 - mil Шифратор Устройство управления клавиатурой Схема управления индикатором Позиционный регистр <1 ОдУ Устройство управления дисплеем Передап! чак Устройство управления индикатором ИГПС1-ггг/1 Приемник Линия сВязи ill К j\ Счетчик адреса V записи данных В ВЗУ -\1 Счетчик индика-V иии знакоместа Счетчик раз-Вертки символа Знако-генера тор Рис. .3.13. Структурная схема дисплея ДО-32 При работе технологического оборудования в составе линий и автоматических комплексов не требуется иметь на каждой единице оборудования дисплей на базе ЭЛТ, но пост управления линией должен содержать необходимые средства отображения и документирования информации. Для контроля за состоянием подсистем оборудисания может быть применен более простой дисплей, в котором в качестве устройства отображения используется индикатор ИГПС1-222/7, позволяющий отображать символьную информацию длиной в 32 знака. На лицевой панели дисплея расположена индикационная панель и функциональная клавиатура, имеющая 21 кнопку, с помощью которых можно обеспечить просмотр отображаемой информации, программирование и управление оборудованием. Структурная схема однострочного дисплея ДО-32 приведена на рис. 3.13. Устройство управления дисплеем осуществляет: синхронизацию работы всех частей дисплея; прием кодов символов с клавиатуры и передачу их в линию связи; прием кодов символов из линий связи и передачу их для хранения в позиционный регистр или в устройство управления индикатором ИГПС1-222/7. Линия связи выполнена в виде стандартной 20-миллиамперной токовой петли. Передатчик и приемник линии связи гальванически развязаны с питанием дисплея и представляют собой стабилизаторы тока. Это позволяет исключить ручную регулировку тока при работе на линиях разной длины. Питание передатчика и приемника может осуществляться от изолированного источника питания напряжением 9 + 2 В при токе до 40 мА. Устройство управления индикатором ИГПС1-222/7 предназначено для хранения кодов символов, преобразования их, усиления и вывода совместно с сигналом управления на индикатор ИГПС1-222/7. Оно содержит ОЗУ на 32 разрядных слова, знакогенератор, счетчики адреса и знакоместа, усилители управления анодами и катодами индикатора ИГПС1-222/7, преобразователь напряжения для питания усилителей и линий связи. Устройство управления клавиатурой предназначено для выработки кода, соответствующего нажатой кнопке, и строба записи. При приеме информации из линии связи на вход дисплея поступает байт информации, который либо записывается в позиционный регистр дисплея и отображается на его светодиодах, либо поступает в ОЗУ самого дисплея. Устройство управления дисплеем формирует с помощью счетчика адреса записи данных в ОЗУ ячейки памяти, в которые будет записана поступающая информация, а с помощью счетчика адреса индикации знакоместа - адрес того знакоместа на экране индикатора, в которое будет записана информация. Информация из ОЗУ поступает на знакогенератор, который осуществляет преобразование принятой информации с помощью схемы управления индикатором в последовательность из пяти слов для развертки и получения графического изображения знака на экране газоразрядного индакатора. Аналогично происходит прием из линии связи следующего байта информации и его; отображение на экране газоразрядного индикатора. При нажатии одной из клавиш клавиатуры на выходе шифратора формируется двоичный код, соответствующий нажатой кнопке. Этот код через передатчик дисплея поступает в последовательный канал связи и о,цновременно на ОЗУ самого дисплея. Запись информации в ОЗУ и ее отображение на индикаторе дисплея происходят аналогично, как и при работе дисплея в режиме приема информации. В последние годы в системах управления технологическим оборудованием, построенных на основе микропроцессоров или микроэвм, начинают применяться акустические средства ввода- вывода информации. Мультиплексорный автомат распознавания и синтеза речи ( Марс-1 ) осуществляет автоматическое отождествление вводимого речевого сигнала с заранее выбранными сигналами (распознавание речи) и создает искусственные речевые сигналы (синтез речи). При распознавании речи обеспечивается сравнение изолированно произнесенных команд с предварительно сформированным словарем, в связи с чем организуемый диалог ограничен подмножеством слов русского языка, которое составляет словарь речевых команд. Синтез речи основан на моделировании процессов естественного речеобразования и позволяет синтезировать связную речь по произвольному орфографическому тексту, благодаря чему к организуемому диалогу не предъявляется словарных ограничений. Нанал ЭВМ Электроника 6DM 74 Рис. 3.14. Структурная схема устройства Марс-1 : / - микрофон; 2- анализатор ]х:чевых сигналов; i процессор динамического программирования; 4 оперативное запоминающее устройство: J непгральнын процессор: 6- нocлeдoвaгeJнлlый интерфейс; 7 управляющая ЭВМ; S модуль управления накопителем на магничтюй ленте; 5* накопитель на магнитной леш-е; 10 дисплей: клавиатура: 12 форматный синтезатор речевых сигналов Структурная схема устройства Марс-1 показана на рис. 3.14. На основе групповых признаков, получаемых из описания речевого сигнала в анализаторе речевых сигналов (АРС), и работы процессора динамического программирования (ПДП) в качестве регпения принимается одна из пяти гипотез: реализация тождественна одному из эталонов заданного словаря, который хранится во внешнем долговременном запоминающем устройстве и записывается в ОЗУ (распознавание); реализация не принадлежит заданному словарю (произнесена команда, не входящая в заданный словарь); реализация равноудалена от нескольких эталонов заданного словаря (отказ от распознавания); реализация принадлежит классу речевых сигналов, но не входит в заданный динамический диапазон (команда произнесена тихо); реализация не принадлежит классу речевых сигналов (помеха). Алгоритм синтеза представляет собой композицию алгоритмов отдельных этапов преобразования текстовой информации. Получаемые в результате преобразования орфографического текста фонемные коды элементов текущего слога являются исходной информацией для формирования в синтезаторе речевых сигналов параметров речевого сигнала. Программа принятия решения при распознавании речи и формирование параметров управления формантным синтезатором при синтезе речи реализуются центральным процессором (ЦП), в качестве которого использован процессор М2 микроЭВМ Электроника-60 М . Акустические устройства ввода-вывода информации имеют по сравнению с традиционными устройствами ряд специфических достоинств, которые расширят уже в ближайшее время сферу их применения: сокращенное количество передаваемой знаковой информации с помощью дисплея; уменьшенный объем визуального контроля оператора; контакт с микроэвм при удалении человека от дисплея на расстояние до десятков метров, что важно при разделении производственных помещений на чистую зону и зону обслуживания. Среди устройств документирования в составе микропроцессорных устройств управления применяются термопечатающие устройства. Они обладают широкими возможностями по организации печати знаковой и графической информации, бесшумны и просты в эксплуатации. Связь всех устройств с микроЭВМ производится через стандартные интерфейсы: радиальные последовательные (ИРПС) и радиальные параллельные (ИРПР). Глава 4. АЛГОРИТМЫ УПРАВЛЕНИЯ КАЧЕСТВОМ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ 4.1. ЗАДАЧИ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ОБОРУДОВАНИЕМ Объективной оценкой эффективности управления процессом служит качество изделий, которое характеризуется специально вводимыми показателями. Часть из этих показателей определяют потребительские свойства изделия, а часть-эффективность технологического процесса. Одной из важных характеристик эффективности процесса, обеспечиваемой работой систем управления, является точность параметров изготовляемого изделия. В этом случае качество характеризуют с помощью точностной диаграммы (рис. 4.1). Пусть изделие характеризуется некоторым параметром качества x{t), который должен сохраняться постоянным х=а для данного типа изделия или стадии его изготовления. Примером x{t) может быть толщина слоя диэлектрика или металла, толщина линии в топологии микросхемы, проводимость в локальной области подложки и т. п. Разброс параметра л'(0 характеризуют среднеквадратическим отклонением (т(?) и полем рассеяния параметра ri(?). Обычно принимают, что хорошо отлаженный технологический процесс имеет нормальный закон распределения. Для рис. 4.1 математическое ожидание M{x{t)}=a{t), среднеквадратическое отклонение и{х{1)} = Ь{0, а г](г) - представляет собой линию 3(7. 148 Рис. 4.1. Точностная диаграмма технологического процесса 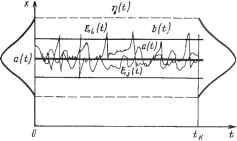 Таким образом, точностная диаграмма представляет собой комбинацию показателей, которым должен удовлетворять случайный процесс изменения параметра качества во времени. В нормативной документации, например ГОСТ 16 467 - 70 Точность и стабильность технологических операций и методы расчета , для оценки качества технологического процесса используются термины: стабильность, устойчивость и воспроизводимость. Стабильностью технологического процесса называют свойство процесса сохранять во времени параметры и закон распределения погрегпностей параметров качества изделий. Пример, приведенный на рис. 4.1, соответствует стабильному технологическому процессу, поскольку плотность закона распределения при = О и t = tf одинаковы. Устойчивостью технологического процесса назы-вают свойство процесса сохранять во времени точность параметров качества изделий, т. е. a{t) и C7(f). Очевидно, что стабильные процессы всегда устойчивы. Обратное утверждение может быть и несправедливым. Воспроизводимостью технологического процесса называют свойство процесса, характеризуемое близостью параметров качества изделий при повторениях процесса. На практике для контроля технологического процесса и расчета показателей качества применяется метод контрольных карт, а распределение показателя оценивается в выбранные моменты времени с помощью среднего значения случайной величины и среднеквадратического отклонения, или дисперсии. Обеспечение качества изделий является основной целью МПСУ, включаемых в состав технологического оборудования, поэтому постановку задач управления необходимо сделать в терминах теории управления, которые отличаются от принятых в технологии. Для согласования терминологии используем понятия случайной функции, или стохастического процесса. На рис. 4.1 приведены реализации Д?) и (г) случайной функции. Рассматривая ансамбль реализаций t,{t)ex{t), можно установить, что устойчивость технологического процесса оценивается путем вычисления математического ожидания М {х (t)} и средне-квадратического отклонения а{л'(г)} случайного процесса. С помощью М {х (г)} характеризуют настроенность, а а {х (г)} - точность технологического процесса. Понятие стабильность должно трактоваться как требование получения стационарности случайного процесса. Воспроизводимость технологического процесса нужно рассматривать как требование соблюдения эргодической гипотезы. Признаком стационарности служит выполнение условий М {.V (О } = const; D{x{t)} = {х (?) } = const; {х it), X = (т). где т = ?i - г. т, е. корреляционная функция зависит только от сдвига времени т. Корреляционная функция служит мерой связанности случайной величины в различные моменты времени. Она может быть применена для определения моментов контроля Т^. Воспользуемся неравенством + т lim - X (О X {t+T)dte, -т где X (t) = X {t) - а (t)-центрированное значение случайного процесса; 8 произвольное число. Вычислим значение времени Т, по истечении которого значение корреляционной функции становится меньше заданного, и назовем его моментом контроля Г= Т^. Основанием такого выбора служит то, что малое значение корреляционной функции свидетельствует о независимости значений xty) от x(?i), т. е. информация о качестве технологического процесса в момент времени мало влияет на характеристики качества, получаемые в момент Случайная функция, отображающая качесию технологического процесса, формируется как результат изменения многочисленных факторов, связанных со свойствами основных и вспомогательных материалов, особенностей работы самого оборудования, отдельных его подсистем, а также погрешностей технических средств контроля и управления. В этих условиях задача микропроцессорной системы должна рассматриваться как задача поддержания случайной функции или ее показателей в пределах, гарантирующих требуемое качество изделия. В тех случаях, когда значение параметра x{t) на интервале (О, Т) времени вьшолнения технологической операции известно с вероятностью, равной единице, т. е. выполняется условие ЗаготоВна Рис. 4.2. Схема управления качеством изделия Изделие Изделие P{\\m\x(i)-a(i)\ = г-г технологический процесс можно представлять детерминированной функцией. (Здесь £ - произвольное малое число, характеризующее допустимое отклонение х{() от номинала). Таким образом, задача управления имеет своей целью обеспечение качества изделий путем направленного изменения режимов работы технологического оборудования и согласованного действия всех подсистем, входящих в его состав. Схема на рис. 4.2 иллюстрирует постановку задачи. Технологическое оборудование состоит из объекта управления (ОУ) и микропроцессорной системы управления (МПСУ). В результате обработки из заготовки получают изделие. Параметры процесса обработки и некоторые свойства изделия и заготовки контролируются, и сигналы о них у у, у 2, Уъ у 4 поступают в систему управления, которая вырабатывает управляющее воздействие й. Векторы j>i а у 2 в практике управления относят к операционному контролю, выполняемому во время технологической операции. Режим работы оборудования характеризуется вектором у I, а измеряемые свойства изделия-у 2- Вектор J 3 - результат входного контроля для рассматриваемой операции. Составляющие его образованы характеристиками предмета труда, основных и вспомогательных материалов. Вектор у 4,-результат межоперационного контроля. Для получения его используются специальные технические средства, образующие в совокупности систему контроля качества (СКК). Выделим задачи управления технологическим оборудованием и опищем особенности их выполнения. Для этого предположим, что требования к желаемому качеству параметров изделия преобразованы в требования к режимам работы оборудования. Эти требования представим вектором с компонентами у^, у^ . Компоненты вектора у^ определяют допустимые по технологии изменения параметров, характеризующих режим работы оборудования, состояние его подсистем и т. п. Правила получения как функции им yi составляют алгоритм функционирования системы. Составляющими алгоритма являются математические модели объекта управления и внешних воздействий, а также закон управления, реализованный в системе. Синтез 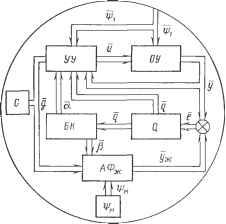 Рис. 4.3. Обобщенная управления модель системы Внешняя среда закона (алгоритма) управления и его программная или аппаратная реализация составляют сущность разработки МПСУ, а контроль правильности функционирования, методы отладки и аттестации-основное содержание работ, выполняемых при эксплуатации системы. Для формализации задач и классификации алгоритмов управления воспользуемся обобщенной моделью СУ (рис. 4.3). Структурная схема модели разделяет элементы МПСУ и внешнюю среду, к которой относят требования к качеству изделия - вектор yjt) и условия, характеризующие выполнение технологического процесса Т(0- Вектор *F(0 представляет собой внешние воздействия на систему управления в процессе эксплуатации или испытаний. В общем случае *F(0 является случайной функцией времени. При испытаниях значения компонентов *F; i=l,n, устанавливаются предельными, регламентированными нормативными документами. Так, климатические условия определяются классом помещения, в котором будет эксплуатироваться оборудование, нормы качества электроэнергии-согласно ГОСТ 13.109-67. Наличие нормативных документов и опыт разработчиков позволяют сформировать модель внешних воздействий (.t), включая случайные, детерминированные и типовые. Для постановки задач управления оборудованием введем понятие желаемого алгоритма функционирования (АФ), под которым будем понимать правила получения у^{Т) путем выбора вектора g{t) такого, что при любых допустимых возмущениях l,{t}e4[t) критерий качества Q принимает экстремальное значение, а Уд, Уу{Т)еу. При этом полагаем, что Т-время окончания технологического цикла, а ?е [t, Т]. Такая постановка приводит к задаче оптимального программного управления. Пусть связи управления (задающего воздействия) git) и переменные состояния объекта описаны дифференциальным уравнением х =f{x, g, t). Тогда задача получения оптимальной программы сводится к определению вектор-функций g{t) и x(t), доставляющих экстремум функционалу - Q = Qix, g) при ограничениях х^Х^, geG и краевых условиях Хд(1д)Х^0 152 x{T)Xj. Здесь X, - множество допустимых отклонений переменных состояния, характеризующих рабочие режимы оборудования; А'до - множество начальных состояний, образованных показателями качества основных и вспомогательных материалов и исходных режимов работы оборудования; Xj-множество характеристик изделия, измеряемых во время технологического процесса или при его завершении, и допустимые состояния подсистем оборудования в конце процесса. Вид алгоритма АФ зависит от решаемой задачи и может быть в простейшем случае алгебраической функцией, устанавливающей масштабное или функциональное соответствие между желаемым значением j; и Например, при стабилизации температуры 9 задание необходимого значения ее устанавливается с помощью изменения положения движка потенциометра, т. е. Q=f{R), где R - сопротивление в омах. В более CJЮжныx случаях АФ представляет собой уравнение траектории изменения переменных J(?). Если при этом необходимо считать ,v<(0 случайной функцией, то критерий должен быть сформулирован в терминах теории вероятностей. При управлении оборудованием пусковые и рабочие режимы часто обеспечиваются механизмами, имеющими конечное число состояний. В простейшем и наиболее распространенном случае число состояний рав.чо двум: включено и отключено. Получение необходимой последовательности переключений также можно рассматривать как Аф. Программа работы МПСУ, содержащаяся в АФ, представляет собой известную идеализацию, действительное поведение системы соответствует ей с некоторой погрешностью. Поэтому задачей управления является выполнение оптимальной программы при нарушениях, появляющихся либо из-за отклонений в переменных процессах, вызванных действием внешних возмущений, либо из-за допущений, принятых при построении модели системы, по которой рассчитывалась оптимальная программа. Рассмотрим различные варианты взаимодействия объекта управления (ОУ), устройства управления (УУ), блока вычисления критерия качества Q и блока коррекции (БК) (рис. 4.3). Взаимодействие блоков осуществляется с помощью сигналов: Ф (О- вектора внешних воздействий, включающего в себя вектор *Fj(?) составляющих, доступных измерениям; й(0 - вектора управляющих воздействий, вырабатываемых устройством управления; у{() - вектора результатов управления или целей, достигаемых при осуществлении технологического процесса; q(t) - вектора оценок качества работы МПСУ;
|
 Как выбрать диван  История мебели  Стили кухонной мебели  Публикации  Инверторы  Приемники |
||||||||||||||||||||||||||||||||||||||||||||||||






